

 |
 |
 |
 |
| Grade | C | Si | Mn | P | S | Cr | Ni | Mo | V | Cu | Nb |
| P20 | 0.28~0.40 | 0.20~0.80 | 0.60~1.00 | ≤0.020 | ≤ 0.005 | 1.40~2.00 | 0.30~0.55 | ≤ 0.25 | |||
| 1.2311 | 0.35~0.45 | 0.20~0.40 | 1.30~1.60 | ≤0.020 | ≤ 0.01 | 1.80~2.10 | 0.15~0.25 | ≤ 0.25 | |||
| 1.2738 | 0.35~0.45 | 0.20 ~0.40 | 1.30 ~1.60 | ≤0.020 | ≤ 0.01 | 1.80~2.10 | 0.90~1.20 | 0.15~0.25 | ≤ 0.25 | ||
| 1.2312 | 0.38~0.45 | 0.30~0.50 | 1.40~1.60 | ≤0.020 | 0.05 ~ 0.1 | 1.80~2.00 | 0.15~0.25 | ≤ 0.2 | |||
| 718 | 0.32~0.40 | 0.20~0.80 | 1.10~1.50 | ≤0.020 | ≤ 0.005 | 1.70~2.00 | 0.85~1.15 | 0.25~0.40 | ≤ 0.25 | ||
| SH2311 | 0.20~0.40 | 0.20~0.80 | 1.30~1.60 | ≤0.015 | ≤ 0.005 | 1.80~2.10 | 0.10~0.30 | 0.30~0.55 | ≤ 0.25 | 0.05~0.10 | |
| SH2738 | 0.35~0.45 | 0.20~0.40 | 1.30~1.60 | ≤0.015 | ≤ 0.005 | 1.80~2.10 | 0.90~1.10 | 0.25~0.45 | 0.05~0.15 | ≤ 0.25 | |
| S55Cr | 0.50~0.57 | 0.15~0.40 | 0.80~1.00 | ≤0.02 | ≤ 0.005 | 0.30~0.40 | ≤ 0.5 | ≤ 0.25 | |||
| CK45 | 0.42~0.50 | ≤0 .40 | 0.50~0.80 | ≤0.02 | ≤ 0.015 | 0.30~0.40 | ≤ 0.2 | ≤ 0.10 | ≤ 0.25 |
|
|
| Remark: H≤2ppm N≤80ppm | |||||||||||
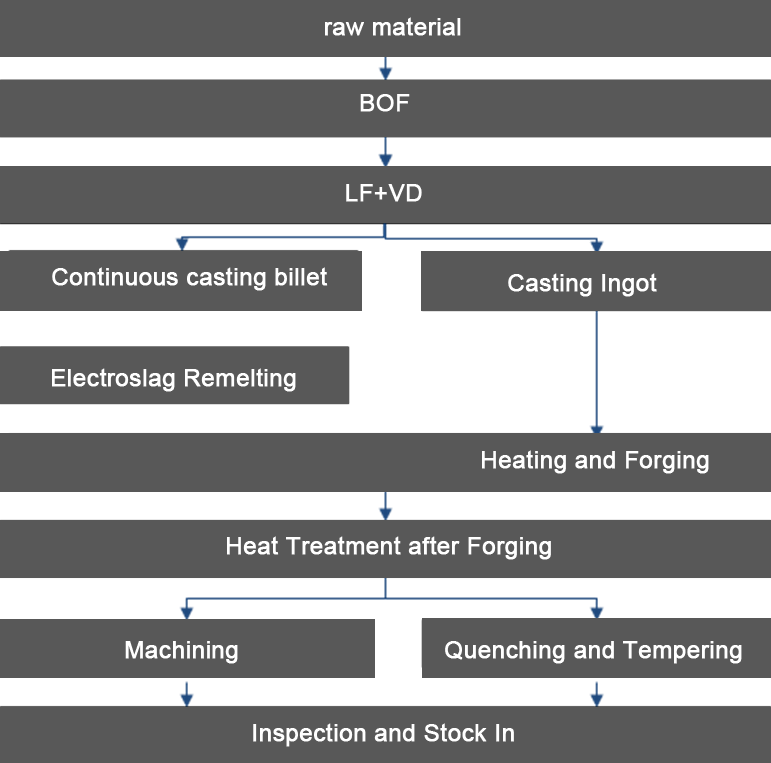
2.Production Process
3、External Dimension
3.1.Corner radius R≤5mm;Straightness ≤3mm/m, Straightness for full length≤0.3%L;Rectangularity 90°±2. Length Tolerance for the fixed size product (0,+30). End cut slope≤10mm.
3.2.Delivery quantity usually based on actual weighing result
3.3.Remove defects like surface crack, fold, scab, inclusion and so on. All defect cleaning needs to be in smooth transition, breadth depth ratio ≥5. The final actual dimension should be within the customer nominal dimension requirements.
3.4.Dimension tolerance as below :
| Nominal Dimension(mm) | Thickness Tolerance(mm) | Width Tolerance(mm) |
| 200-600 | (0,+10) | (0,+15) |
| 600-1000 | (0,+15) | (0,+20) |
| 1000-1500 | QT unqualified | (0,+25) |
| 1500-2000 | QT unqualified | To be confirmed with customer requirement |
3.5.Smelting process :BOF +LF+VD
3.6.Non-metallic Inclusion
Sample from the body or on the ingot head and forging into 90-200mm square specimen according to GB/T10561, and qualified class see the below table.
| A≤ | B≤ | C≤ | D≤ | ||||
| thin | heavy | thin | heavy | thin | heavy | thin | heavy |
| 1.5 | 1.5 | 1.0 | 1.0 | 1.0 | 1.0 | 1.5 | 1.0 |
3.7.Ultrasonic Test
UT according to SEP 1921 E/e, thickness≤600mm; D/d, thickness>600mm.
3.8.Grain Size :
Austenite or actual grain size at least 5 or better
3.9.Forging Ratio
Forging ratio ≥4
3.10.Hardness Requirements
| P20 series(P20, 1.2311, SH2311, 1.2312) | ||
| Thickness(mm) | Hardness(HRC) | Hardness discrepancy in same section ≤(HRC) |
| 200-300 | 30~36 | Specific hardness according to customer’s requirements |
| 301-450 | 30~36 | |
| 451-520 | 30~36 | |